
Page 182 - 《优品包材手册》1.0版
P. 182
SECONDARY PACKAGING
包材常识篇 - 辅助包材
吸塑 2、吸塑原理
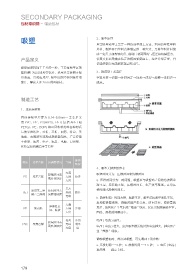
真空吸塑成型工艺是一种热成型加工方法,利用热塑性塑料
片材,制造开口塑料壳体制品的一种方法,是将塑料片材裁
成一定尺寸加热软化后,借助片材两面的气压差和机械压力,
产品定义 使其变形后敷贴在特定的模具轮廓面上,经过冷却定型,并
切边修整后完成吸塑制品的过程。
吸塑是塑料加工工艺的一种,主要是将平展的
塑料硬片经过加热变软后,采用真空吸附于模 3、热成型工艺流程
具表面,冷却后成型 . 吸塑用的片材叫硬片或 塑料片材→切割→片材固定→加热→成型→脱模→去料边→
胶片,厚度大于 2mm 的叫板材。 成品。
制造工艺
1、主要原材料
普通薄吸塑厚度为 0.14~5.0mm-- 主要是采
用 PVC、PP、PS(HIPS)、PET( 包 括 APET 和
PETG)、PE、BOPS 和可回收纸托等各种材质
与效果的折边、对折、三折、圆筒、折盒、天
地盒、高周波等非热成型吸塑制品,广泛应用
于食品、医药、电子、玩具、电脑、日用品、
化妆品和机械五金等行业
使用
材质 化学名称 强硬度状况 气味
情况
4、吸塑关健参数参考
无毒
较强的冲击 吸塑时间分为:压模时间和热模时间
PS 聚苯乙烯 无味 较多
强度和韧度
无臭 a. 压模时间分为:时间短,吸塑罩与吸塑咭之间的溶按面冷
凝不足,容易粘不紧,压模时间长,生产效率就低。正常压
无毒
聚对苯二甲 较强的冲击 模时间比热模时间长。
PET 无味 较多
酸乙二醇酯 强度和韧度
无臭 b. 热模时间:时间太短,熔胶不足,吸塑咭和吸塑罩粘不紧,
出现假吸塑现象,掷箱时就产生分离,时间太长,熔胶量就
无毒
延伸性良 愈多,就容易产生气泡成“烛胶”现象,以及出现烧焦吸塑罩。
PP 聚丙烯 无味 少用
好、较软
无臭 因此,热模时间要适中。
无毒 少用 电压 ( 电流 ) 选择。
较强的冲击
PVC 聚氯乙烯 无味 或不
强度和韧度 电压 ( 电流 ) 档大,流经吸塑模发热片的电流越大,越容易产
无臭 用
生“烛胶”现象。
调校吸塑机时,首次试吸塑,可先调到下列参数:
a. 压模时间 ---3 秒; b. 热模时间 ---1.5 秒; c. 电压 ( 电流 )
选择器 --- 旋至 3 档。
179