
Page 73 - 《优品包材手册》1.0版
P. 73
MOLDING ENGINEERING
制造工艺篇 - 成型工艺
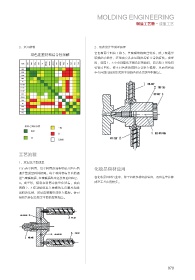
3、适用材料 2、双花纹注塑成型原理
它也有两个料筒 1 和 5,其喷嘴结构有些特殊,除了有通常
喷嘴的功能外,还能由安装在后部的齿轮 3 带动旋转。成型
时,料筒 1、5 中分别塑化不同色彩的熔料,而齿轮 3 带动回
转轴 4 回转,使不同色彩的熔料交替进入模腔,从而得到由
中心向四周辐射形式的不同颜色和花纹的塑料制品。
工艺流程
1、双混色注塑成型
它有两个料筒,每个料筒的结构和使用均与普 化妆品包材应用
通注塑成型料筒相同。每个料筒都有各自的通
道与喷嘴相通,在喷嘴通路中还装有启闭阀 2、 在化妆品包材行业中,鉴于包材多样色的特色,双色注塑这种
4。成型时,熔料在料筒中被塑化好后,由启 成型工艺应用较多。
闭阀 2、4 控制熔料进入喷嘴的先后顺序和排
出料的比例,然后由喷嘴处注射入模腔。便可
得到各种混色效果不同的塑料制品。
070