
Page 74 - 《优品包材手册》1.0版
P. 74
MOLDING ENGINEERING
制造工艺篇 - 成型工艺
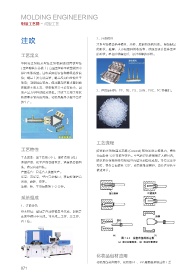
注吹 2、注吹模具
注射型坯模由两半模具、芯棒、底板和颈圈组成。 根据制品
的形状、壁厚、大小和塑料的收缩性、吹胀比设计整体型坯
工艺定义 的形状。型坯形状确定后,设计芯棒的形状。
塑料经注射机及型坯注射模制成试管状型坯
( 型坯附着在芯模上 ) 高温型坯移至吹塑模具中
进行吹胀成型。注吹采用的设备和模具造价较
低;制品上没有结合缝,制品经周向拉伸分子
取向;制品精度较高。但注塑制坯要求塑料熔
体粘度不能太高,材料相对分子质量较小,因
而产品力学性能相对较低。注吹主要用于形状 3、适用原材料:PP、PE、PS、SAN、PVC、PC 等树脂。
精度要求较高的药瓶、化妆品瓶等小型中空件
的生产。
工艺流程
工艺特性 胶状的多聚物通过芯棒 (Corerod) 预热注射至模具内,操作
台面旋转 120°至吹塑环节。空气通过芯棒缓缓注入模具内,
工艺成本:加工费用 ( 中 ),单件费用 ( 低 )
典型产品:化学产品容器包装,消费品容器包 胶状的多聚物雏形紧贴模具内壁冷却固化成型。等待完全冷
装,药品容器包装。 却后,操作台面旋转 120°,成品被推出模具,由传送带转至
产量适合:只适合大批量生产。 修边环节。
质量:高质量,壁厚完全相同,表面处理适合
光滑,磨砂,纹理。
速度:快,平均每周期 1~2 分钟。
系统组成
1、注吹设备
基本特征:型坯是在注射模具中完成,制品是
在吹塑模具中完成。可分成二工位、三工位、
四工位。
化妆品包材应用
化妆品包材应用中,化妆品 PE、 PP 瓶都是采取注吹工艺
071