
Page 88 - 《优品包材手册》1.0版
P. 88
SURFACE TREATMENT
制造工艺篇 - 表面处理
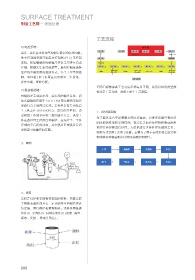
工艺流程
6) 电控系统: 前处理
涂装、涂装流水线电气控制有集中和单列控制。 下 件 上 件 脱 脂 清 洗 气 吹 烘 干
55℃±5℃ 95℃±5℃
集中控制能采用可编程序控制器 (PLC) 来控制 烘 烤 火焰处理
主机,根据编制的控制程序对各工序进行自动 9℃±5℃
控制,数据采集和监视报警。单列控制是涂装 闪 干 清 漆 闪 干 色 漆 烘 干 闪 干 底 漆
23℃±2℃ 23℃±2℃ 23℃±2℃
生产线中最常用的控制方式,各个工序单列控 10min (65±5)% 10min (65±5)% 80℃±5℃ 10min (65±5)%
制,电控箱 ( 柜 ) 设置在设备附近,造价低、
调 漆 间
操作直观、维修方便。
不同目标物涂装工艺与流程都有所不同,我们以常见的塑胶
7) 悬挂输送链:
件涂装工艺为例,说明下整个工艺流程:
悬输机是工业流水线、涂装线的输送系统,积
放式悬输机应用于 L=10-14M 的仓储货架和异
型路灯合金钢管涂装线。工件吊装在专用挂具
上 ( 承重达 500-600KG),进出道岔平滑,道 1、前处理流程
岔根据工作指令由电气控制进行开合,满足工
为了提供适合于涂装要求的良好基底,以保证涂层具有良好
件在各处理工位的自动输送,在强冷室、下件
的防腐蚀性能和装饰性能,在涂装之前必须对物体表面所附
区域内平行积放冷却,并在强冷区域设挂具识
着的各种异物进行处理。人们把进行这种处理所做的工作,
别和牵引报警停机装置。
统称为涂装前 ( 表面 ) 处理。主要为了用于去除素材上的污染
物或将素材表面粗化以增加涂膜的密着性。
3、喷枪
上 件 预脱脂 主脱脂 水洗1
烘 干 气吹区 纯水洗 水洗2
4、涂料
涂料是保护和装饰物体表面的材料,将其涂覆
于物体表面形成具有一定功能并牢固附着的连
续涂膜,用以保护和装饰物体。涂料作用是保
护作用、装饰作用、特殊功能作用 ( 防腐、隔离、
标志、反射 、导电等用途 )。
085